

Kfz-Bremsscheiben erfordern eine hohe Glätte und Verarbeitungseffizienz. Die Oberflächenrauheit sollte Ra1,6 betragen, der Unterschied in der Dicke zwischen den beiden Bremsflächen sollte innerhalb von 0,009 mm liegen, die Parallelität sollte innerhalb von 0,04 mm liegen und der Rundlauf sollte innerhalb von 0,025 mm liegen. Reichweite und diese geometrischen Toleranzen müssen durch Fertigbearbeitung gewährleistet werden. Das traditionelle Schleifverfahren war schwierig, die Marktanforderungen für das Drehen mit geometrischer Toleranz zu erfüllen. Die Härte und Verschleißfestigkeit von PCBN-Werkzeugen ist hervorragend. Bei der Verarbeitung von Bremsscheiben zeigt sich eine hohe Überlegenheit, die nicht nur eine zufriedenstellende Oberflächenverarbeitungsqualität (Oberflächenrauheit Ra1.6) erzielt, die Produktionseffizienz verbessert, sondern auch verringert Die Einzelstückverarbeitungskosten haben erhebliche wirtschaftliche Vorteile.
1. Material und Leistung der Bremsscheibe
Das Material von Automobilbremsscheiben ist im Allgemeinen Grauguss, HT250 ist ein allgemeines Material, seine mechanischen Eigenschaften haben eine Mindestzugfestigkeit von 250 MPa, eine Härte von 209HB, eine gute Festigkeit, Verschleißfestigkeit und Wärmebeständigkeit und eine gute Stoßdämpfung, aber es ist Der Nachteil ist, dass die Bremsscheibe eine schlechte Duktilität aufweist und zu einem Material mit kurzen Spänen gehört, üblicherweise mit geringer Schnittkraft. Aufgrund der ungleichmäßigen Verteilung von Graphit ändert sich außerdem die Härte der Bremsscheibe, was zu Schwankungen in der PCBN-Werkzeugbearbeitung und sogar zum Phänomen des Absplitterns führt, was die Effizienz der Bremsscheibenverarbeitung verringert. Darüber hinaus beschleunigt der Einschluss von nicht-plastischen Materialien in das Grauguss den Verschleiß des Werkzeugs. Aus diesem Grund muss das PCBN-Werkzeug eine hohe Verschleißfestigkeit gewährleisten. In Tabelle 1 ist die Formische chemische Zusammensetzung von HT250 aufgeführt.Tabelle 1: Chemische Zusammensetzung von HT250.
Tabelle 1: Die chemische Zusammensetzung von HT250
|
C/% |
Si/% |
Mn/% |
S/% |
P/% |
|
3.16-3.30 |
1.79-1.93 |
0.89-1.04 |
0.094-0.125 |
0.120-0.170 |
2. Achtungen bei der Verwendung des PCBN-Schneidewerkzeugs
① Achten Sie zunächst auf die Steifigkeit des gesamten Prozesssystems von Werkzeugmaschinen, Vorrichtungen und Werkzeugen. Die Vorrichtung muss eine ausreichende Festigkeit und Steifigkeit aufweisen und die Länge der Schaftkopfverlängerung sollte so kurz wie möglich sein, um die Vibrationen des Schafts während der Verarbeitung zu vermeiden.
②Stellen Sie beim Installieren des Werkzeugs sicher, dass die Spitze des Werkzeugs mit der Mitte des Werkstücks ausgerichtet ist, um Vibrationen zu vermeiden, wenn die Mitte zu hoch oder zu niedrig ist.
③ Wählen Sie geeignete Verarbeitungsparameter für verschiedene Verarbeitungsverfahren aus, wenn zu hoch oder zu niedrig nicht nur die Produktionseffizienz beeinträchtigt, sondern auch die Standzeit verkürzt.
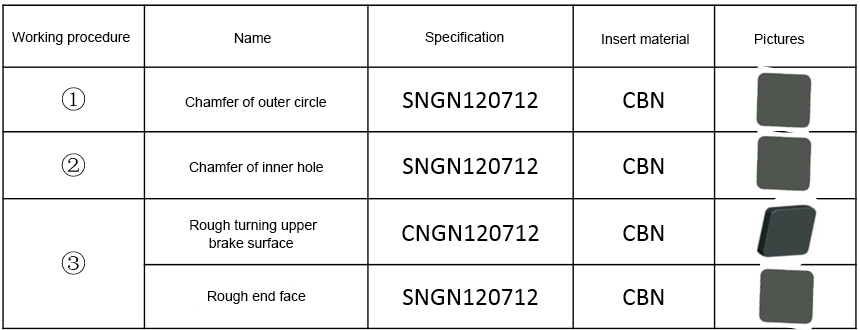
3. Gehäuse für die Verarbeitung der Bremsscheibe
①Die obere Endfläche und die obere Bremsfläche des rauen Fahrzeugs,wenn der Bremsscheibendurchmesser D=278 mm ist, sind die Verarbeitungsparameter V=650 m / min, ap=2,5 mm, f=0,5 mm / r
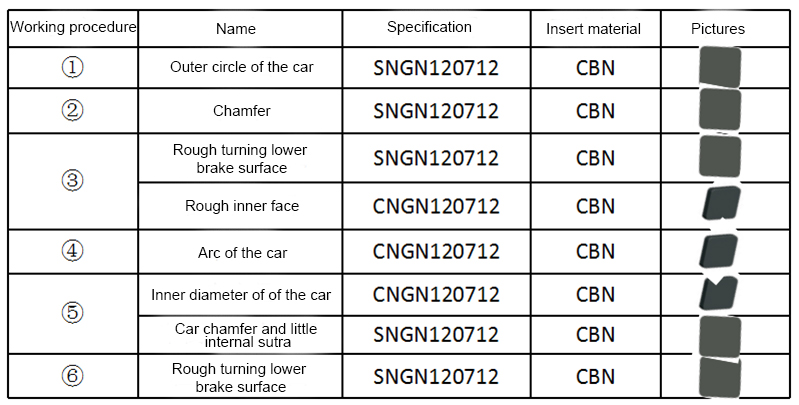
②Innerfläche des rauen Autos und untere Bremsfläche, wenn der Bremsscheibendurchmesser D=278 mm, die Verarbeitungsparameter V=650 m / min, ap=2,5 mm, f=0,5 mm / r
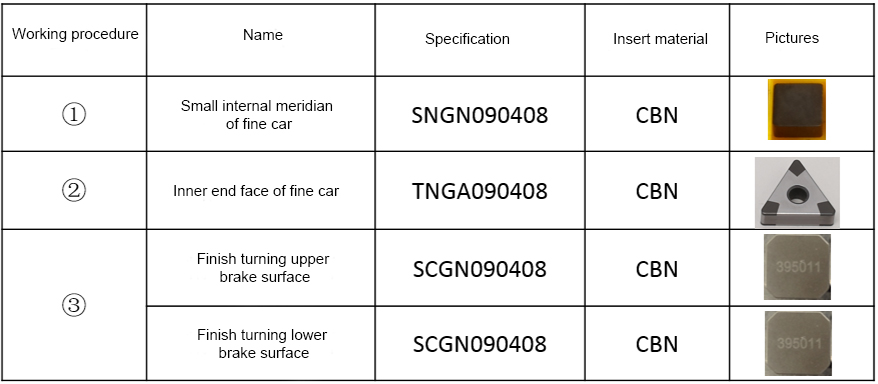
③Für feines Drehen, wenn der Bremsscheibendurchmesser D=278 mm ist, sind die Verarbeitungsparameter V=500 m / min, ap=0,1-0,2 mm, f=0,25 mm / r

CBN Ultrahartes Schleifmittelittel
Schleifeffizienz auf die nächste Stufe heben
PCD Kompakt
Verbesserung der umfassenden Wettbewerbsvorteile der Werkzeughersteller
PCBN Ultraharte Standardklinge
Deutliche Verbesserung der Schnitteffizienz und der Lebensdauer
HPHT-Diamant im Labor gezüchtet
Der Schutz der Umwelt und die Schaffung von Kunst und Schönheit mit Hilfe von Technologie ist das unermüdliche Bestreben von Funik