

Mit der kontinuierlichen Verbesserung der modernen Schnittgeschwindigkeit und der kontinuierlichen Weiterentwicklung der fortschrittlichen integrierten Fertigungsgeschwindigkeit ist für moderne Werkzeuge eine höhere Leistung erforderlich. Daher müssen wir ultraharte Werkzeuge mit hoher thermischer Stabilität und hoher Verschleißfestigkeit entwickeln, um diese Anforderungen zu erfüllen Der heutige Entwicklungstrend, da ultraharte Werkzeuge aus polykristallinem kubischem Bornitrid (PCBN) eine hohe Festigkeit, hohe Verschleißfestigkeit, hohe Wärmeleitfähigkeit, gute mechanische Stabilität bei hohen Temperaturen und chemische Stabilität bei hohen Temperaturen aufweisen Daher wurden PCBN-Ultrahart-Schneidewerkzeugs von großen Industrieländern im In- und Ausland geschätzt.
1. Einführung in die Entwicklung von PCBN-Ultrahart-Schneidewerkzeugs
1957 gründete die GE Corporation aus den USA erstmals kubisches Bornitrid und 1973 kubische Bornitrid-Schneidwerkzeuge. Ihre Materialien und Produkte werden seit 60 Jahren entwickelt. In der Folge konkurrierten verschiedene Länder auch um die Entwicklung ultraharter CBN-Werkzeuge mit hervorragender Leistung. 1967 wurde in China eine Probe kubischen Bornitrids mitbegründet, und 1973 wurde ein Ultrahartes Werkzeug hergestellt und in Produktion genommen. Nach kontinuierlichen Bemühungen werden die Arten und Arten von Schneidern in China immer häufiger, aber die Leistung und Serialisierung unserer Produkte ist im Vergleich zum Ausland immer noch weit entfernt. Um die Kluft zu den Industrieländern in der PCBN-Industrie für ultraharte Werkzeuge zu verringern, hat China 2010 ein nationales Hightech-Spezialprojekt für "Hochleistung-CNC-Werkzeugmaschinen und grundlegende Fertigungsanlagen" eingerichtet und klar vorgeschlagen, dass ultraharte Materialwerkzeuge entworfen und hergestellt werden sollten Forschung und Entwicklung von Präzisionswerkzeugen, aktive Einrichtung hochpräziser und hocheffizienter Schneidvorrichtungen und Durchführung einer großen Anzahl von Experimenten gemäß verschiedenen Werkstücken und Verarbeitungsanforderungen, um eine Datenbank für die Verarbeitung verschiedener Werkstücke unter verschiedenen Bedingungen unter verschiedenen Werkzeugen zu erstellen und zu verbessern. Außerdem wurde eine Reihe hocheffizienter Schneidwerkzeuge entwickelt, die für schwer zu bearbeitende Materialien wie Stahlteile, Titanlegierungen und Hochtemperaturlegierungen geeignet sind.
2. Eigenschaften und Anwendung des PCBN-Werkzeugs
Zu den Vorteilen von PCBN-Werkzeugen gehören eine hohe Härte und eine hohe Verschleißfestigkeit. Die Härte von PCBN mit unterschiedlichem Bindemittelgehalt liegt zwischen 40 und 60 GPa (gute Wärmebeständigkeit und rote Härte, Wärmebeständigkeit bis zu 1400 ° C) für Materialien auf Eisenbasis Effektives Schneiden, Hochgeschwindigkeitsschneideigenschaften und hohe Bearbeitungsgenauigkeit, kontinuierliches Trockenschneiden bei einer Liniengeschwindigkeit von über 1000 m / min und Gewährleistung der Polieroberfläche. Da das superharte PCBN-Messer hervorragende Eigenschaften wie hohe Festigkeit, hohe Verschleißfestigkeit, hohe Wärmeleitfähigkeit, gute mechanische Stabilität bei hohen Temperaturen und chemische Stabilität bei hohen Temperaturen aufweist, ist es das bisher am meisten bevorzugte Schneidwerkzeug, das die anspruchsvollen Anforderungen erfüllen kann.
Aus der Fertigungsstatistik geht hervor, dass die Anwendung von PCBN in der Fertigungsindustrie in Abbildung 1 dargestellt ist. PCBN-Ultrahart-Werkzeuge werden hauptsächlich zum Drehen von Werkstücken aus gehärtetem Stahl in der Automobilindustrie, in schweren Maschinen und in anderen Bereichen verwendet, was auch die Hervorragende Schneidleistung von PCBN-Ultrahart-Werkzeugen widerspiegelt. CBN kann gleichzeitig auf das normale Schneiden und die Hochgeschwindigkeitsbearbeitung angewendet werden. Da PCBN die Anforderungen des harten Trockenschneidens während der Verarbeitung erfüllen kann, spielt es eine wichtige Rolle bei der Förderung des grünen Schneidens und stellt gleichzeitig die Schneidleistung und den Metallenthärtungseffekt des Werkzeugs sicher. Dies trägt zur deutlichen Verbesserung der Wirtschaftlichkeit bei.
PCBN-Werkzeuge mit unterschiedlichem CBN-Gehalt sollten nach unterschiedlichen Schnittfeldern ausgewählt werden. Die folgende Tabelle 1 enthält hauptsächlich die Zusammenfassung des Schneidfelds von PCBN mit unterschiedlichem CBN-Gehalt durch HALPIN.
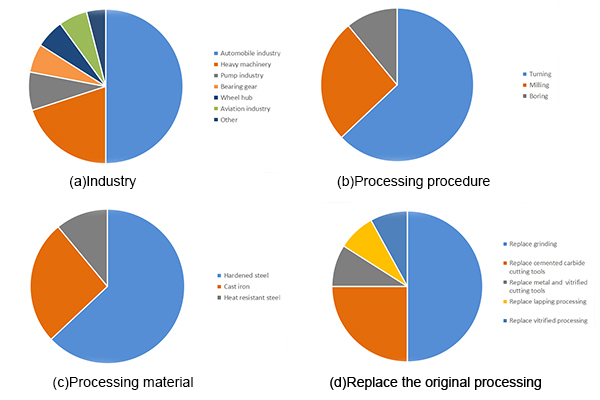
Abbildung 1 Anwendungen von PCBN-Ultrahart-Schneidewerkzeugs im In- und Ausland
Tabelle 1 Anwendungsbereich von PCBN-Schneidewerkzeugs mit unterschiedlichem CBN-Gehalt
|
CBN-Inhalt |
Eigenschaften |
Merkmal |
Einsatzbereich |
|
Hoher CBN-Gehalt |
Der CBN-Gehalt ist größer als 80% |
Hohe Bruchzähigkeit und hohe Wärmeleitfähigkeit |
Fertigbearbeitung: gekühltes Gusseisen, Perlit, Grauguss; Schruppen: gehärteter Stahl, gekühltes Gusseisen, Einsatzhärten (auf Kobaltbasis, Nickelbasis, Eisenbasis), Perlit und Grauguss |
|
Niedriger CBN-Gehalt |
Der CBN-Gehalt beträgt weniger als 60% |
Hohe Druckfestigkeit, geringe Wärmeleitfähigkeit |
Fertigbearbeitung: gehärteter Stahl und Gusseisen, einsatzgehärtet (auf Kobaltbasis, Nickelbasis, Eisenbasis) |
3. Klassifizierung von PCBN-Ultrahart-Werkzeugen
In Bezug auf die Zusammensetzung können PCBN-Ultrahart-Werkzeuge in zwei Kategorien unterteilt werden: PCBN-Ultrahart-Werkzeuge, die von CBN-Sinterkörpern nach Zugabe eines bestimmten Anteils an Bindemittel verarbeitet werden, und PCBN-Ultrahart-Werkzeuge, die direkt von CBN-Einkristall-Sintern verarbeitet werden. Der Bindemittel kann in Metallbindemittel und Keramikbindemittel unterteilt werden. Die Metallenthärtungstemperatur des Metallbindemittels ist im Allgemeinen niedrig. Während des Schneidprozesses des Werkzeugs erweicht und oxidiert die lokale hohe Temperatur das Bindemittel, wodurch die Hochtemperaturhärte und -stabilität des PCBN verringert werden. Die Härte der Keramikbindung ist höher und die Hochtemperaturstabilität und die chemische Stabilität sind besser. Die Schlagzähigkeit ist jedoch gering, das Werkzeug lässt sich leicht abplatzen und zerbrechen, und die Lebensdauer ist kurz. Zur Zeit verwendet der größte Teil des auf dem Markt befindlichen PCBN Metall-Keramik-Bindemittel. Das ultraharte PCBN-Werkzeug bietet die Vorteile von ultraharten Metall- und Keramik-PCBN-Werkzeugen. Zusätzlich zu der Fähigkeit, das Problem des leichten Erweichens des Metallbindemittels bei hoher Temperatur effektiv zu lösen, kann es auch die Mängel einer schlechten Schlagzähigkeit des Keramikbindemittels gut überwinden.
Neben stöchiometrischen Bindemitteln untersuchten die Forscher auch die Verwendung nichtstöchiometrischer Bindemittel, um die Leistung von PCBN zu verbessern. Der Leerstelleneffekt in nichtstöchiometrischen Verhältnissen kann verwendet werden, um das Sintern zu aktivieren und die Sintertemperatur zu senken. Die Reaktion des Bindemittels mit CBN unter Bildung der entsprechenden Nitride und Boride verbessert auch die Bindungsstärke des Bindemittels und des CBN erheblich und verbessert gleichzeitig die Verschleißfestigkeit des Werkzeugs. Daher hat die Erforschung nichtstöchiometrischer Bindemittel in PCBN immer mehr Beachtung gefunden.
In den letzten Jahren hat sich reines PCBN schnell entwickelt, da der Haftvermittler die Härte, Festigkeit und Verschleißfestigkeit von PCBN verringert. Zhu You Unternehmen verwendet einen Katalysator, um hexagonales Bornitrid unter hoher Temperatur und hohem Druck direkt in reines Phasen-PCBN umzuwandeln. Seine Härte und thermische Stabilität sind größer als die von gewöhnlichem synthetischem PCBN. DUB et al. Verwendeten pyrolytisches graphitähnliches BN zur Synthese von hochkonzentriertem PCBN bei einem Druck von 8 GPa und einer Temperatur von 2 200-2550 ° C. Die Korngröße von PCBN beträgt 100-400 nm. Von SUMIYA hergestelltes PCBN bei 7,7 GPa, 2000 ~ 2500 ℃, CBN-Volumenanteil ≥ 99,9%, Korngröße <0,5 μm, das hergestellte PCBN kann bei jeder Temperatur eine hohe Bruchfestigkeit und Härte gewährleisten.
4. Herstellung von ultraharten PCBN-Werkzeugen
PCBN-Kompakt bezieht sich auf eine Vielzahl von schweißbildenden Schneidwerkzeugen oder Klingen, die mit einer CBN-Materialschicht und einem Hartmetallsubstrat unter hoher Temperatur und hohem Druck kombiniert werden und durch Laser- oder EDM-Drahtschneiden, Schweißen und Schärfen hergestellt werden. Der integrierte PCBN-Sinterblock wird direkt ohne Legierungssubstrat gesintert, um einen integralen PCBN-Rohling zu bilden, und wird nach dem Schärfen zu einem PCBN-Werkzeug verarbeitet.
Das Design von PCBN-Ultrahart-Werkzeugen sollte den Eigenschaften des neuen Material-Chipbreakers voll Rechnung tragen, der sich an unterschiedliche Verarbeitungsbedingungen (Schnittschärfe, Werkzeugspitzenfestigkeit) anpassen und die geeignete Chipbreaker-Form auswählen kann. Der Spanbrecher hilft, die Späne besser zu kontrollieren, da der Spanbrecher: (1) den Fluss, das Kräuseln und Brechen der Späne steuern kann; (2) die Schneidkraft, die Schneidleistung und die Schneidetemperatur beeinflussen kann, (3) die Haltbarkeit des Werkzeugs beeinflussen kann Grad (4) beeinflusst die Vibration der Werkzeugmaschine und des Werkstücks; (5) beeinflusst die Oberflächenqualität des bearbeiteten Werkstücks.
Die Verbesserung der Rauheit der Arbeitsfläche wird direkt durch die Glättkantentechnologie des ultraharten PCBN-Werkzeugs beeinflusst, und die hohe Vorschubgeschwindigkeit kann ein schnelles Schneiden erreichen. Die Oberflächenqualität kann erheblich verbessert werden, während die Schnittparameter unverändert bleiben. Die Glättschaufeltechnologie wurde erstmals von Sandvik Coromant auf dem Gebiet der ultraharten Klingen eingeführt. Diese Technologie kann die Oberflächenqualität und die Produktionseffizienz bei der Fertigbearbeitung der äußeren und inneren Kreise verbessern und hat daher große Erfolge erzielt.
Die Anwendung der PCBN-Beschichtungstechnologie kann die thermische Stabilität und Verschleißfestigkeit von ultraharten PCBN-Werkzeugen verbessern. Übliche Beschichtungen umfassen die Nitridbeschichtung mit physikalischer Gasphasenabscheidungstechnologie und die Oxidbeschichtung mit chemischer Gasphasenabscheidungstechnologie;
5. Anwendung der Simulationstechnologie
Mit der kontinuierlichen Weiterentwicklung von Wissenschaft und Technologie kann die Simulationstechnologie des Vor-Ort-Werkzeugtests mithilfe der Finite-Elemente-Methode und des Algorithmus für künstliche Intelligenz simuliert werden, wodurch die Häufigkeit von Vorversuchen und Kundentests erheblich reduziert wird. Zusätzlich zu den Daten, die während des Schneidens nicht gemessen werden können, wie z. B. Verschleißform, Schnitttemperatur, Schneidspannung, innere Spannung der bearbeiteten Teile usw., kann die Simulationssoftware bei jedem Schritt die Form des Chips, den Zustand des Werkzeugs und des Werkstücks beobachten, sodass Werkzeugentwickler die Software verwenden Analysieren Sie die Daten schnell, prognostizieren Sie die Probleme im Werkzeugverarbeitungsprozess und passen Sie das Material und die Geometrie des Werkzeugs rechtzeitig an.
In der Werkzeugentwicklungsphase widmeten immer mehr inländische und ausländische Unternehmen für ultraharte Materialien der Simulationstechnologie immer mehr Aufmerksamkeit, da sie die Anzahl der Experimente erheblich reduzieren, die Kosten senken und die experimentellen Daten leicht beobachten kann, jedoch aufgrund der Einschränkungen der idealen Simulationstechnologie Um die Genauigkeit der Simulation zu überprüfen, müssen Experimente durchgeführt werden, um die Authentizität und Genauigkeit der Simulation zu überprüfen. Gleichzeitig ist es notwendig, auf die Einrichtung einer vollständigen Schnittsimulationsdatenbank zu achten, eine vollständige Datenbank mit Werkzeugmaterialgleichungen und -modellen einzurichten und eine Simulationssoftware zu entwickeln, die den tatsächlichen Anforderungen entspricht.
6. Fazit
Obwohl inländische PCBN-Werkzeugmaterialien nach Jahrzehnten der Entwicklung große Erfolge erzielt haben, besteht immer noch eine große Lücke zwischen PCBN-Werkzeugmaterialien und der Werkzeugentwicklung und ihren Anwendungen und anderen Fertigungsmöglichkeiten. Daher muss daraus gelernt werden Ausländische Forschungs- und Entwicklungserfahrung sowie Stärkung der Branchengrundlage und Anwendung des Aufbaus wissenschaftlicher Forschungsplattformen, innovative Forschung und Entwicklung international wettbewerbsfähiger ultraharter PCBN-Werkzeugprodukte, um intelligentes Design und Herstellung zu erreichen. Wir müssen hochwertige ultraharte Materialien entwickeln, um die Entwicklung großer nationaler Projekte und strategischer aufstrebender Industrien zu unterstützen, die importierten Produkte zu ersetzen, das Niveau umweltfreundlicher hochpräziser, hocheffizienter und schneller neuer ultraharter Materialwerkzeuge wirklich zu erreichen.

CBN Ultrahartes Schleifmittelittel
Schleifeffizienz auf die nächste Stufe heben
PCD Kompakt
Verbesserung der umfassenden Wettbewerbsvorteile der Werkzeughersteller
PCBN Ultraharte Standardklinge
Deutliche Verbesserung der Schnitteffizienz und der Lebensdauer
HPHT-Diamant im Labor gezüchtet
Der Schutz der Umwelt und die Schaffung von Kunst und Schönheit mit Hilfe von Technologie ist das unermüdliche Bestreben von Funik