

Aufgrund der hohen Härte, guten Verschleißfestigkeit und chemischen Stabilität von ultraharten Materialschneidern aus polykristallinem kubischem Bornitrid (PCBN) hat ihre Anwendung im Bereich des Automobilbaus zunehmend Aufmerksamkeit erregt. In diesem Artikel wird der Forschungsstatus einheimischer und ausländischer Wissenschaftler unter Verwendung von ultraharten PCBN-Werkzeugen zur Verarbeitung von Grauguss, duktilem Eisen und Vermikulargraphit-Gusseisen zusammengefasst und analysiert. Ausgehend vom Inhalt analysiert dieses Papier den Verschleißmechanismus von PCBN-Schneidern aus ultrahartem Material beim Schneiden von drei Arten von Gusseisen und fasst schließlich den Verschleiß von Schneidern beim Schneiden verschiedener Arten von Gusseisenmaterialien zusammen.
1. Allgemeine Kategorien von Gusseisen
Zur Zeit umfasst Gusseisen, das auf dem Gebiet der Automobilmotorenherstellung weit verbreitet ist, Grauguss, Sphäroguss und Vermikularguss. Die Leistungs- und Anwendungseigenschaften sind in Tabelle 1 gezeigt. Die Graphitform, die Matrixzusammensetzung und der Gehalt verschiedener chemischer Elemente in verschiedenen Arten von Gusseisenmaterialien bestimmen deren unterschiedliche Verwendung und bestimmen auch die Verarbeitungsleistung von Gussteilen aus diesem Material.
Tabelle 1 Eigenschaften und Verwendung unterschiedlicher Gusseisenmaterialien
|
Arten von Gusseisen |
Graphitform |
Leistungsmerkmale |
Einsatzbereich |
|
graues Schmiedeeisen |
Flocke |
Leicht zu gießen, extrem schlechte Schweißleistung, starke Reibung und Stoßdämpfung |
Zahnräder, verschiedene Boxen und Basen |
|
Sphäroguss |
Globular |
Gute Festigkeit und Plastizität, anfällig für Sphäroidisierung |
Kfz-Kurbelwelle, Pleuel des Verbrennungsmotors |
|
Vermikulares Graphiteisen |
Wurmartig |
Hervorragende Gießleistung, gute Festigkeit und Schlagzähigkeit, Verschleißfestigkeit |
Automotor, Bremsscheibe, Zylinderkopf des Dieselmotors |
2. Der Verschleiß von PCBN-Schneideisenmaterial
PCBN-Werkzeuge können zum Hochgeschwindigkeits-Trockenschneiden von Grauguss verwendet werden. Zu den Faktoren, die den Verschleiß von PCBN-Werkzeugen beeinflussen, gehören hauptsächlich der CBN-Gehalt des Werkzeugs und die Art des Bindemittels, Schneidparameter und geometrische Parameter des Werkzeugs sowie das Werkstückmaterial.
Von Untersuchungen zur Verarbeitung von Grauguss und Sphäroguss ist auszugehen, dass PCBN-Werkzeuge mit hohem Gehalt (> 90%) bei der Verarbeitung des gleichen Bereichs von Grauguss aufgrund des hohen CBN-Gehalts weniger Verschleiß aufweisen als PCBN-Werkzeuge mit niedrigem Gehalt (<75%) Das Werkzeug hat eine höhere Härte, eine bessere Verschleißfestigkeit und eine längere Lebensdauer. Die Studie ergab, dass die Schnittgeschwindigkeit einen großen Einfluss auf den Verschleißmechanismus des Werkzeugs hat. Wenn die Schnittgeschwindigkeit weniger als 150 m / min beträgt, ist der Bindungsverschleiß die Hauptgeschwindigkeit. Die Schnittgeschwindigkeit ist größer als Bei 150 m / min dominieren Diffusionsverschleiß und chemischer Verschleiß. Vermikulares Gusseisen aus Vermikulargraphit ist ein schwer zu bearbeitendes Material. Der Hauptgrund dafür ist, dass die Schneidentemperatur beim Schneiden von Gusseisen aus Vermikulargraphit höher ist als die von verarbeitetem Grauguss und das Schwefelelement bei der Herstellung von Gusseisen aus Vermikulargraphit ernsthaft verloren geht, sodass es bei der Verarbeitung von Grauguss nicht geschützt werden kann Die MnS-Schicht des PCBN-Werkzeugs verursacht beim Schneiden starken chemischen Verschleiß und die Lebensdauer des Werkzeugs wird verringert. Der Grund für den schwerwiegenden Werkzeugverschleiß ist außerdem der hohe Ti-Gehalt in Vermikulargraphiteisen, da das Ti oder seine Verbindung im Werkstück eine hohe Härte aufweist, wodurch der Verschleiß der Schleifpartikel des Werkzeugs zunimmt.
Der Werkzeugverschleißmechanismus beim Schneiden verschiedener Gusseisenmaterialien ist nicht sehr unterschiedlich, wie z. B. Bindungsverschleiß, Diffusionsverschleiß und chemischer Verschleiß usw., aber der Werkzeugverschleiß ist sehr unterschiedlich. Beim Schneiden von Grauguss mit hohem Ferritgehalt neigen PCBN-Werkzeuge dazu, sichelförmige Krater auf der Spanfläche zu bilden, und es treten viele thermische Spannungsrisse an der Schneidkante auf. Beim Schneiden von duktilem Eisen können die Werkzeuge unter dem Einfluss von Stößen auftreten Krümel treten auch aufgrund von Bindungsverschleiß auf. Beim Schneiden von Vermikulargraphiteisen ist der Werkzeugverschleiß aufgrund des Einflusses des Ti-Elements im Gusseisen und der Schwierigkeit, einen MnS-Schmierfilm zu bilden, schwerwiegender. Der chemische Verschleiß wie Oxidations- und Diffusionsverschleiß ist der Herr. Da das PCBN-Schneiden von Vermikulargraphit-Gusseisen noch nicht die besten Ergebnisse erzielt hat, sind eingehendere Untersuchungen zu Werkzeugmaterialien, Schneidtechnologie und Verschleißmechanismus erforderlich.

CBN Ultrahartes Schleifmittelittel
Schleifeffizienz auf die nächste Stufe heben
PCD Kompakt
Verbesserung der umfassenden Wettbewerbsvorteile der Werkzeughersteller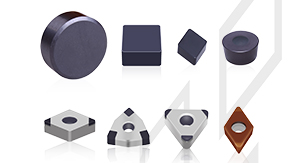
PCBN Ultraharte Standardklinge
Deutliche Verbesserung der Schnitteffizienz und der Lebensdauer
HPHT-Diamant im Labor gezüchtet
Der Schutz der Umwelt und die Schaffung von Kunst und Schönheit mit Hilfe von Technologie ist das unermüdliche Bestreben von Funik