

Neben der Verbindung mit den ausgewählten ultraharten Schleifmitteln werden die Lebensdauer und Effizienz der Harzbinder-Diamant-/CBN-Schleifmittel auch durch die Verklebungskapazität zwischen Schleifmittel und Bindemittel beeinflusst. In der Regel Diamant, CBN sind spröde Materialien, aufgrund der Produktion, Verarbeitungsgründe, die Oberfläche und innere Schleifpartikel haben oft eine bestimmte Kristallisationsfehler, Wickelkörper, etc., die oben genannten Defekte im Harz bindendemittel im Schleifmittel relativ mehr ausgewählt, so dass die Schlagzähigkeit gering ist, im Schleifprozess ist sehr leicht zu brechen und zu verlieren Schleiffunktion. Andererseits, wegen des Diamanten, CBN schließen kovalente Bindungsstruktur, so dass bei hoher Oberflächenenergie, schwer und Harz Bindemittel gutes Eintauchen, Schleifkorn und Bindemittel zwischen der grundlegenden chemischen (oder metallurgischen) Kombination, was zu den meisten Schleifkorn und Bindemittel mechanische Mosaikbindung, Bindemittel an die Bindungskraft der Schleifkorn ist schwach. All diese Probleme werden die Leistung des Harzbinders ultrahart abrasive ernsthaft beeinträchtigen, aus diesem Grund, ob um die Festigkeit des Schleifkorns selbst zu erhöhen, die Auslastung des ultraharten Schleifmittels zu verbessern oder um die Kombination von Schleifkorn und Bindemittel zu erreichen, müssen die physikalischen und chemischen Eigenschaften der Schleiffläche verbessert werden.
In der Regel geht es bei der Oberflächenbeschichtungstechnologie um den Einsatz von Oberflächenbehandlungstechnologie, um andere Materialien auf der Oberfläche des ultraharten Schleifmittels beschichtet, abgelagert, so dass sich die Schleiffläche von Zustand,Form oder physikalischen chemischen Veränderungen, diese als ultraharte abrasive Oberflächenbeschichtung definiert werden. Als Beschichtungsmaterialien, in der Regel Metalle, wie Kupfer, Nickel, Titan, etc. , Beschichtungsdicke kann von Dutzenden von Nanometern bis mm Grad, die aktuelle reifere Beschichtungstechnologie für chemische Beschichtung und Galvanik-Technologie sein. Die beschichtete ultrahartschleiffläche hat die allgemeinen Eigenschaften des beschichteten Materials. Die Beschichtung kann chemisch verklebt oder physisch abgelagert oder an der Oberfläche der ultraharten Schleifkorn gebunden werden. Der Zweck der Oberflächenbeschichtung ist es, ultraharten Materialpartikeln besondere physikalische und chemische Eigenschaften zu verleihen, um ihre Verwendung zu verbessern.
Laut industriellerPrüfung und theoretischer Analyse sind die Vorteile von oberflächenbeschichteten Metallbekleidungen gegenüber ultraharten Schleifmitteln mit unbeschichteten Metallbekleidungen wie folgt:
(1)Die Schleiffestigkeit wird um 20% bis 60% erhöht. Nach der chemischen Beschichtung und Galvanik des ultraharten Schleifmittels, einerseits die Sprödigkeit von Harzdiamant und CBN zu verbessern, kann dem Aufprall großer äußerer Kräfte standhalten, andererseits dringt die Beschichtungsflüssigkeit im Beschichtungsprozess in die Risse, Poren und Hohlräume auf der Schleiffläche ein und repariert so die Defekte, so dass harzdiamant- und CBN-Partikel gestärkt werden.
(2)Verbesserung des Eintauchens der Schleiffläche durch das Harzbindemittel. Nach der oberflächenchemischen Beschichtung und Galvanik hat die ultraharte Schleifkornoberfläche die Leistung von ähnlichem Metall, die Bindungsfestigkeit zwischen Metall und Harz ist höher als die Bindungsfestigkeit der Schleifkorn und Harz, wodurch die Verklebungsleistung der Schleifkorn und die Verbesserung der Haltbarkeit des Schleifwerkzeugs verbessert wird. Studien haben gezeigt, dass etwa 70% der Schleifkörner direkt beim Trockenmahlen von Hartmetall abfallen. Sobald die Verwendung von metallbeschichtetem Harzdiamant und CBN erfolgt, kann sich diese Situation stark ändern.
(3)Die Vorteile von metallbeschichtetem Harzdiamant und CBN umfassen eine gute Wärmeleitfähigkeit und elektrische Leitfähigkeit. Beim Schleifprozess wird die erzeugte Schleifwärme zunächst auf die Metallkleidung übertragen und dann schnell auf das umgebende Bindemittel übertragen, wo die Metallkleidung aus diesem Grund eine wichtige Wärmesperrrolle spielt, weshalb sich Schleifwärme ansammelt weniger,und es gibt nur eine sehr geringe Möglichkeit, dass sich die Harzbindung um den Harzdiamanten und CBN zersetzt, wenn sie die Karbonisierungstemperatur erreicht, was dazu beiträgt, die Bindungsfähigkeit der Bindung aufrechtzuerhalten und den Schleifeffekt des Schleifmittels sicherzustellen.
Die Nachteile von kupferbeschichtetem Harzdiamant und CBN-Schleifkornoberfläche bestehen im Vergleich zur Vernickelung darin, dass die Härte der Beschichtung weich ist, die Korrosionsbeständigkeit schlecht ist und die Wärmeleitfähigkeit gut ist; Die Vernickelung hat eine bessere Festigkeit als die Kupferbeschichtung, so dass eine bessere Unterstützung und Verstärkung von Schleifpartikeln mit geringer Festigkeit gewährleistet werden kann. Für die Lebensdauer des Harzbindungsschleifmittels spielt die Stacheldrahtbeschichtung eine sehr wichtige Rolle.
Obwohl die mit der Oberflächenbeschichtung behandelten ultraharten Schleifmittel viele Vorteile aufweisen, ist darauf hinzuweisen, dass die Beschichtung nach der Beschichtung auch einige Nachteile hat, vor allem Diamant- und CBN-Selbstschärfe betroffen sind, so dass im Schleifprozess der Stromverbrauch der Werkzeugmaschine erhöht wurde (ca. 10% bis 20%). Aus diesen Gründen muss auch die Formulierung des Harzbinders richtig eingestellt werden, um zu verhindern, dass die Schleifscheibe das Werkstück schneidet, verstopft oder brennt usw.

CBN Ultrahartes Schleifmittelittel
Schleifeffizienz auf die nächste Stufe heben
PCD Kompakt
Verbesserung der umfassenden Wettbewerbsvorteile der Werkzeughersteller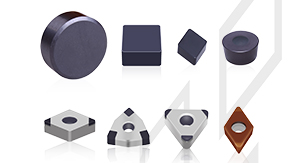
PCBN Ultraharte Standardklinge
Deutliche Verbesserung der Schnitteffizienz und der Lebensdauer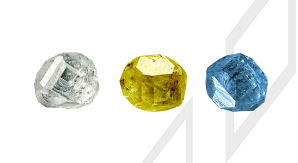
HPHT-Diamant im Labor gezüchtet
Der Schutz der Umwelt und die Schaffung von Kunst und Schönheit mit Hilfe von Technologie ist das unermüdliche Bestreben von Funik