

1. Schleifenübersicht über polykristallines kubisches Bornitrid (PCBN)
In den letzten Jahren ist mit der Verwendung von polykristallinem kubischem Bornitrid (PCBN) das präzise Hartschneiden von Werkstücken mit einer Härte über 58 HRC kein Problem mehr und kann die Anforderungen an die Oberflächenqualität beim Drehen anstelle des Schleifens erfüllen. Im Vergleich zu Schnellarbeitsstahl und Hartlegierungsmaterialien können PCBN-Werkzeuge die Oberflächenqualität und Verarbeitungsgeschwindigkeit des Werkstücks erheblich verbessern sowie die Verarbeitungseffizienz und die Werkzeuglebensdauer verbessern. Aus heutiger Sicht sind die Hauptmittel zur Bearbeitung der Schneide von PCBN-Werkzeugen das mechanische Schleifen, das EDM-Schleifen usw. im In- und Ausland.
Mechanisches Schleifen bezieht sich auf das Schleifen der Oberfläche des PCBN-Werkzeugs mit einer Diamantscheibe, die sich mit hoher Geschwindigkeit dreht. Das mechanische Schleifen hat die Vorteile eines einfachen Verfahrens und eines geringen Oberflächenrauheitswerts der Schneidkante des Werkzeugs. Aufgrund der Probleme einer schwierigen Formgebung der Schleifscheibe, eines starken Verschleißes der Schleifscheibe und hoher Kosten ist es jedoch schwierig, die Verarbeitung von scharfen und komplex geformten Schneidwerkzeugen zu realisieren Der Anwendungsbereich ist begrenzt. EDM ist ein selbsterregter Bearbeitungsprozess für elektrische Entladungen, der auf dem Prinzip der Ablation elektrischer Entladungen basiert. Der physikalische Prozess der Ablation elektrischer Entladungen ist ein umfassender Prozess der Elektromagnetik, Thermodynamik, Fluiddynamik usw. Der Mechanismus der Bearbeitung elektrischer Entladungen ist ein elektrischer Physikalischer Prozess. EDM ist jedoch eine berührungslose Bearbeitung, die keine mechanische Schneidkraft aufweist, sodass die Krafteigenschaften bei der Herstellung der Werkzeugelektrode nicht berücksichtigt werden müssen. Es bietet die Vorteile einer einfachen Werkzeugelektrodenbildung und eines geringen relativen Verlusts. Es kann effektiv auf scharfe Kanten und komplexe angewendet werden Die Form der neuesten PCBN-Werkzeugverarbeitung, deren Verarbeitungsausrüstung in Abbildung 1 dargestellt ist. In der vorliegenden Arbeit wirken sich aus Sicht der Eigenschaften von Ultrahart-Werkzeugprodukten in Kombination mit dem Prinzip des EDM-Schleifens die lineare Geschwindigkeit der Elektrodendrehung, der Spitzenstrom und die Impulsbreite des EDM-Schleifens von Ultrahart-Werkzeugen auf die Verarbeitungseffizienz und die Verarbeitungsqualität wurden ausführlich beschrieben.
Abbildung 1 EDM-Gräte
2. Einflussfaktoren beim Erodieren
2.1 Einflussfaktoren beim Erodieren
cDie Entfernung des Werkstückmaterials ist am geringsten, wenn sich die Elektrode nicht dreht, und der Oberflächenrauheitswert des Werkstücks ist am größten. Nach dem Drehen der Elektrode werden die Verarbeitungsgeschwindigkeit und die Verarbeitungsqualität erheblich verbessert, da die Drehung der Elektrode die Bedingungen der Entladungsbearbeitung verbessert Dies beschleunigt die Materialerosionsgeschwindigkeit, wenn die Elektrodendrehzahl zunimmt, nimmt auch die vom Werkstück entfernte Materialmenge zu, aber die Anstiegsrate verlangsamt sich allmählich und der Elektrodenverschleiß nimmt ebenfalls zu. Dies liegt daran, dass der Verschleiß der Elektrode hauptsächlich in der frühen Phase der Funkenerosionsbearbeitung auftritt. Mit zunehmender Geschwindigkeit der Elektrode verschiebt sich der Entladungspunkt schnell und die Entladungsfrequenz wird erheblich verstärkt, was zu einer Zunahme des Elektrodenverschleißes führt. Mit zunehmender Geschwindigkeit der Elektrode nimmt der Oberflächenrauheitswert des Werkstücks zuerst ab und steigt dann an. In Bezug auf die Verarbeitungsqualität und die Verarbeitungseffizienz ist der Effekt der Änderung der Elektrodenlineargeschwindigkeit geringer als der Effekt des Spitzenstroms und der Impulsbreite.
2.2 Spitzenstrom
Mit zunehmendem Spitzenstrom Ip nimmt der Materialabtrag entsprechend zu, der Elektrodenverlust nimmt ab und der Oberflächenrauheitswert des Werkstückmaterials steigt an. Es gibt jedoch einen Unterschied in den Trends der drei Änderungen: Wenn der Spitzenstrom weniger als 5 A beträgt, nehmen der Werkstückmaterialentfernungsbetrag und der Rauheitswert der Werkstückoberfläche langsam zu, aber der Elektrodenverlust nimmt stark ab, wenn der Spitzenstrom größer als 10 A ist, der Werkstückmaterialentfernungsbetrag und Der Rauheitswert der Werkstückoberfläche steigt schnell an und der Trend zur Verringerung des Elektrodenverschleißes verlangsamt sich. Wenn der Spitzenstrom unter 8 A liegt, beeinflusst die PCBN-Partikelgröße die Verarbeitungseffizienz und Verarbeitungsqualität im Wesentlichen nicht. Wenn der Spitzenstrom jedoch größer als 10 A ist, werden die Verarbeitungseffizienz und die Verarbeitungsqualität des Werkstücks in gewissem Maße durch die PCBN-Partikelgröße beeinflusst.
2.3 Impulsbreite
Wenn die Impulsbreite zunimmt, nimmt auch die Menge des entfernten PCBN-Materials schnell zu. Der mögliche Grund ist, dass je länger die Impulsbreite und die Entladungszeit sind, desto mehr Energie zwischen der Elektrode und dem PCBN-Blindwert erzeugt wird, wodurch die Menge des entfernten PCBN-Materials erhöht wird. Mit zunehmender Impulsbreite nimmt der Elektrodenverlust schnell ab. Der Elektrodenverlust tritt hauptsächlich am vorderen Ende des Impulses auf. Wenn die Impulsintervallkonstante zunimmt, die Impulsbreite zunimmt und die Anzahl der erzeugten Impulse abnimmt, nimmt der Elektrodenverlust ab. Zusätzlich nimmt die Impulsbreite zu, dann nehmen auch der Rauheitswert der PCBN-Rohoberfläche und die Dicke der modifizierten Schicht zu.
3. Fazit
Bis zu einem gewissen Grad werden die Effizienz und Qualität des EDM-Schleifens von der PCBN-Partikelgröße des Werkstücks beeinflusst, aber der Effekt ist nicht so signifikant wie der Effekt der EDM-Prozessparameter. In Anbetracht der kombinierten Effekte von Schneidleistung, Oberflächenqualität und Verlust des Elektrodendrahtes sollte beim Schneiden der Drahtfunken der PCBN-Kompakt eine angemessene Impulsbreite gewählt werden, und der Vorwärtsdraht sollte Hochdruckflüssigkeitsversorgungunter den Schnittbedingungen von großem Spitzenstrom und kleinen Impulsen verwendet werden.

CBN Ultrahartes Schleifmittelittel
Schleifeffizienz auf die nächste Stufe heben
PCD Kompakt
Verbesserung der umfassenden Wettbewerbsvorteile der Werkzeughersteller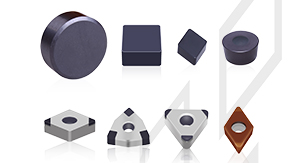
PCBN Ultraharte Standardklinge
Deutliche Verbesserung der Schnitteffizienz und der Lebensdauer
HPHT-Diamant im Labor gezüchtet
Der Schutz der Umwelt und die Schaffung von Kunst und Schönheit mit Hilfe von Technologie ist das unermüdliche Bestreben von Funik