

Die Grundelemente für die erfolgreiche Herstellung und den korrekten Einsatz von Hartdrehwerkzeugen sind die richtige Auswahl und Anwendung der Schneidkantenverarbeitung. Unterschiedliche Anwendungsbedingungen sollten eine Klingenbehandlung mit unterschiedlichen Behandlungsformen und -parametern haben. Die WerkzeugSchneidkante bezieht sich auf einen Prozess nach dem Feinschleifen der Klinge und vor dem Beschichten (falls vorhanden), bei dem Fasen, Passivierung, Glätten, Polieren und andere Behandlungen an der Kante durchgeführt werden, um die Werkzeugqualität zu verbessern und die Werkzeuglebensdauer zu verlängern.
1. Form und Eigenschaften der Schneidkante
Die Schneidkante kann allgemein in die folgenden vier Kategorien unterteilt werden: F-Form-keine Kantenbrechen und stumpfe Rundung, E-Form-mit stumpfer Rundung ohne Kantenbrechen, T-Form-mit Kantenbrechen ohne Abrundung, S-Form- mit Kantenbrechen und Rundung. Diese vier Arten von Schneidverarbeitungsverfahren haben ihre eigenen physikalischen und geometrischen Eigenschaften, die unterschiedliche Auswirkungen auf den Kraftzustand, die Reibung zwischen Klinge und Span und die Spanform während des Gebrauchs haben.
1.1 F-Form Schneidkante. Die F-förmige Schneidkante ist weder abgeschrägt noch stumpf. Dies ist ein scharfes Schneidkantesverfahren. Die Schneidkraft ist gering, die Scherverformung ist gering, die Schneidwärme ist gering, aber die Schneidkantenfestigkeit ist gering und die Schneidkante weist anfängliche Defekte auf, so dass die Praktikabilität nicht sehr hoch ist.
1.2. E-Form Schneidkante. Die E-Form-Schneidkante ist nicht abgeschrägt, sondern stumpf. Der SchaufelForm verwendet einen stumpfen runden Prozess, der die Bearbeitungsfehler an der Kante beseitigen, die Kante verstärken und die Beständigkeit gegen Abplatzen und Risse erhöhen kann.
1.3 T-Schneidkante. Die T-förmige Schneide behandelt Fasen, ist aber nicht stumpf. Diese Methode kann durch Anfasen eine bessere Schlagfestigkeit erzielen. Sie kann die S-förmige Schneidkante ersetzen, wenn die Anforderungen an Schnittkraft und Toleranz hoch sind. Außerdem kann sie die S-förmige Schneide ersetzen.
1.4. Die S-förmige Schneidkante ist sowohl abgeschrägt als auch stumpf. Dies ist eine der häufigsten Schneidkanteen und auch der bevorzugte SchneidkantenForm für hartes Drehen. Im Vergleich zum T-Form hat es eine höhere Festigkeit, ist weniger anfällig für Abplatzungen und Risse und es ist einfacher, die Werkzeuglebensdauer vorherzusagen, was eine stabilere Oberflächenqualität des Werkstücks gewährleisten kann. Dieses Verarbeitungsverfahren eignet sich besonders für große Schnitttiefen und intermittierende Bearbeitung.
2. Die Wirkung der S-förmigen Schneidkante beim Schneiden
Bei der S-förmigen Schneidkante hat der Winkel der Fase zwei Seiten. Einerseits kann der erhöhte Winkel die Festigkeit des Werkzeugs erhöhen und die Schlagzähigkeit des Werkzeugs erhöhen; auf der anderen Seite wird das Werkzeug stumpf, was die Schneidwärme erhöht. Die Oberflächenverschleißfestigkeit ist ungünstig. Dies liegt daran, dass der Winkel zunimmt, was einem größeren negativen Rechenwinkel entspricht, so dass der Scherwinkel kleiner wird, die Verformung zunimmt und die Wärme der Verformung hoch ist, so dass der Verschleiß auf der Rechenfläche beschleunigt wird. Gleichzeitig sollte die Fasenbreite auch an die Verarbeitungsparametereinstellungen angepasst werden. Wenn die Breite der Fase zu klein ist, wird der Faseneffekt geschwächt. Gleichzeitig wird die Reibung zwischen Dem Chip und der Rechenfläche an der Kreuzung der Fase und der ursprünglichen Rechenfläche schneller verschleißen. Wenn die Rippenbreite zu groß ist, erhöht sie die Schnittkraft und verlängert den Reibungsabstand zwischen dem Chip und der Rechenfläche, was der Standzeit nicht förderlich ist. Gleichzeitig haben Größe, Gleichmäßigkeit und Verarbeitungsmethode des stumpfen Kreises auch einen gewissen Einfluss auf die Leistung des Werkzeugs.
PCBN-Werkzeuge werden in der Regel mit negativen Rechenwinkeln und negativen Fasen beim Hartdrehen verarbeitet, was einerseits die Schneidkante stärken und gleichzeitig die Verschleißfestigkeit des Werkzeugs verbessern kann. Bei der Verarbeitung von gehärtetem Stahl oder Grauguss bietet es unterschiedliche Verarbeitungskantenstärken, die jeweils erforderlich sind. Nach dem Schärfen mit Diamantschleifscheiben gibt es oft Mikrokerben (d.h. winzige Spänekanten und Sägekanten) an der Schneidkante. Während des Schneidprozesses ist die Mikro-Kerbe der Schneidkante des Werkzeugs leicht zu erweitern, was den Werkzeugverschleiß und -schaden beschleunigt. Das negative Rechenwinkeldesign und das negative Fasenschleifen verbessern die Festigkeit des Werkzeugs. Gleichzeitig nimmt es eine stumpfe rundbehandlung an, um die Bearbeitungsfehler an der Kante zu beseitigen. Zwei Behandlungsmethoden verbessern die Schlagzähigkeit des Werkzeugs und erhöhen die Verschleißfestigkeit Um die Standzeit zu verlängern.

CBN Ultrahartes Schleifmittelittel
Schleifeffizienz auf die nächste Stufe heben
PCD Kompakt
Verbesserung der umfassenden Wettbewerbsvorteile der Werkzeughersteller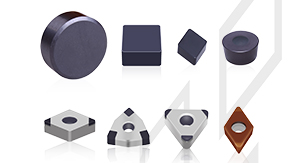
PCBN Ultraharte Standardklinge
Deutliche Verbesserung der Schnitteffizienz und der Lebensdauer
HPHT-Diamant im Labor gezüchtet
Der Schutz der Umwelt und die Schaffung von Kunst und Schönheit mit Hilfe von Technologie ist das unermüdliche Bestreben von Funik